


产品详细介绍
 H型钢是一种经济型断面钢材,广泛用于工业、建筑、桥梁、隧道、石油钻井平台等方面,H钢抗弯能力强,比工字钢大约5%-10%,所以弯曲H型钢的机器比弯曲工字钢需要更大的压力。 因此高标准加强圈的制作显得尤为重要。2、弯圆机按设定的程序自动开始弯圆并在设定点自动停止3、当钢筋弯曲至设定位置后机械焊接手自动启动完成加强圈外侧的焊接工作在达到设定的焊接长度后气保焊机自动停止。钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可不变。。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。 弯曲机头采用液压夹紧机构,夹紧力大,定位精度高。弯曲机头配置不同型号中心销轴和弯曲盘,用以加工不同要求的钢筋。弯曲电机采用变频,钢筋加工准确,,节能。可同时弯曲多根钢筋。自动定尺装置: 自动定尺装置用于确定钢筋端头位置,由伺服电机控制自动定位,无需人工测量和固定,定位精度高,可靠。
建贸机械设备有限公司
H型钢是一种经济型断面钢材,广泛用于工业、建筑、桥梁、隧道、石油钻井平台等方面,H钢抗弯能力强,比工字钢大约5%-10%,所以弯曲H型钢的机器比弯曲工字钢需要更大的压力。 因此高标准加强圈的制作显得尤为重要。2、弯圆机按设定的程序自动开始弯圆并在设定点自动停止3、当钢筋弯曲至设定位置后机械焊接手自动启动完成加强圈外侧的焊接工作在达到设定的焊接长度后气保焊机自动停止。钢筋笼绕筋机优势1,钢筋笼绕筋机加工范围广,适合各种主筋箍筋数量,形式、型号、大小、长度的设计要求,不会因为设备功能影响钢筋笼设计或不能上机生产。2,机械化作业不受人为因素影响,长时间工作可不变。。3,钢筋笼绕筋机做出的产品结构紧凑,造型美观。 弯曲机头采用液压夹紧机构,夹紧力大,定位精度高。弯曲机头配置不同型号中心销轴和弯曲盘,用以加工不同要求的钢筋。弯曲电机采用变频,钢筋加工准确,,节能。可同时弯曲多根钢筋。自动定尺装置: 自动定尺装置用于确定钢筋端头位置,由伺服电机控制自动定位,无需人工测量和固定,定位精度高,可靠。
建贸机械设备有限公司
 宁夏钢筋笼滚笼焊机
现货促销
配置在钢筋混凝土结构中的钢筋,按其作用可分为下列几种:1、受力筋—承受拉、压应力的钢筋。2、箍筋—承受一部分斜拉应力,并固定受力筋的位置,多用于梁和柱内。3、架立筋—用以固定梁内钢箍的位置,构成梁内的钢筋骨架。4、分布筋—用于屋面板、楼板内,与板的受力筋垂直布置,将承受的重量均匀地传给受力筋,并固定受力筋的位置,以及抵抗热胀冷缩所引起的温度变形。5、其它—因构件构造要求或施工安装需要而配置的构造筋。如腰筋、预埋锚固筋、预应力筋,环等。现在钢筋常用有热轧光圆钢筋(俗称圆钢)、热轧带肋钢筋(俗称螺纹钢)、冷轧扭钢筋、冷拔低碳钢丝。其中以前两者应用广泛,后两者一般用在高强混凝土中。圆钢标识为HPB235,一般采用的直径为6.5、8、10、12,再粗的就不常用了,而且以6.5和8为常用,一般用做箍筋。螺纹钢常见标识是HRB335,一般采用的直径为12到22的偶数、25、28、32、40、50,再粗的一般出现在大体积混凝土工程中,不常用,一般在25以下的为常用,而且砖混结构中16以下的常见。至于HRB400、HRB500一般也不常见,至少一般工业、民用建筑中不常用。钢筋混凝土用钢筋是指钢筋混凝土配筋用的直条或盘条状钢材,其外形分为光圆钢筋和变形钢筋两种,交货状态为直条和盘圆两种。绕筋机
jmc
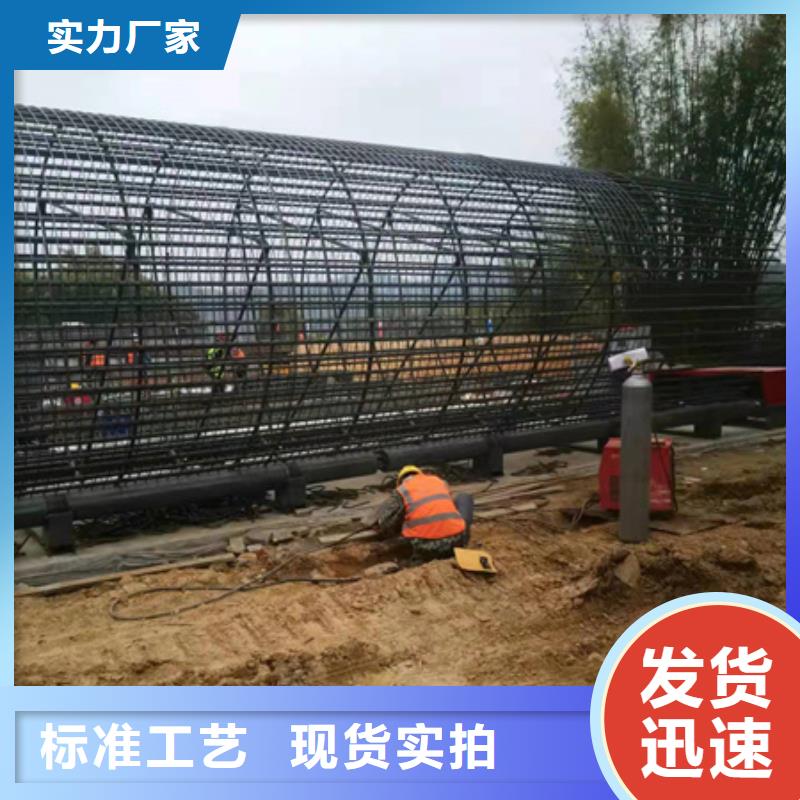
在各类建筑施工工程中,钢筋加工是一个尤其重要的环节,在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的各类建筑施工工程中,钢筋笼一般都是采用手工轧制或手工焊接的方式,除了效率低下之外,主要的缺点是制作的钢筋笼质量极其差,设备尺寸不规范,影响到工程建设工期的延长及质量不合格,钢筋笼成型机选择就很重要。由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品质量完全达到规范要求。加工成本大大降低,完成同样任务量时,机械制作可节省人力3/4。绕筋机钢筋笼成型机可以根据现场的场地大小、需加工的分节钢筋笼的长度组合布置钢筋笼成型机,解决了同类产品场地大小必须满足钢筋笼成型机要求的现象;方便运输、拆装简单:整套钢筋笼成型机采用模块化设计理念,非常适合工地方式的流动性大、经常搬迁的特点。钢筋滚笼机虽然在日常时不常见,但是在工程中可是一把好手。在现如今市场上已经是很广泛的,而且钢筋滚笼机也可以工程的效率。在工程中必不可少。
宁夏钢筋笼滚笼焊机
现货促销
配置在钢筋混凝土结构中的钢筋,按其作用可分为下列几种:1、受力筋—承受拉、压应力的钢筋。2、箍筋—承受一部分斜拉应力,并固定受力筋的位置,多用于梁和柱内。3、架立筋—用以固定梁内钢箍的位置,构成梁内的钢筋骨架。4、分布筋—用于屋面板、楼板内,与板的受力筋垂直布置,将承受的重量均匀地传给受力筋,并固定受力筋的位置,以及抵抗热胀冷缩所引起的温度变形。5、其它—因构件构造要求或施工安装需要而配置的构造筋。如腰筋、预埋锚固筋、预应力筋,环等。现在钢筋常用有热轧光圆钢筋(俗称圆钢)、热轧带肋钢筋(俗称螺纹钢)、冷轧扭钢筋、冷拔低碳钢丝。其中以前两者应用广泛,后两者一般用在高强混凝土中。圆钢标识为HPB235,一般采用的直径为6.5、8、10、12,再粗的就不常用了,而且以6.5和8为常用,一般用做箍筋。螺纹钢常见标识是HRB335,一般采用的直径为12到22的偶数、25、28、32、40、50,再粗的一般出现在大体积混凝土工程中,不常用,一般在25以下的为常用,而且砖混结构中16以下的常见。至于HRB400、HRB500一般也不常见,至少一般工业、民用建筑中不常用。钢筋混凝土用钢筋是指钢筋混凝土配筋用的直条或盘条状钢材,其外形分为光圆钢筋和变形钢筋两种,交货状态为直条和盘圆两种。绕筋机
jmc
在各类建筑施工工程中,钢筋加工是一个尤其重要的环节,在桥梁施工中,钢筋笼的加工是基础建设的重要环节。在过去传统的各类建筑施工工程中,钢筋笼一般都是采用手工轧制或手工焊接的方式,除了效率低下之外,主要的缺点是制作的钢筋笼质量极其差,设备尺寸不规范,影响到工程建设工期的延长及质量不合格,钢筋笼成型机选择就很重要。由于采用的是机械化作业,主筋、缠绕筋的间距均匀,精度高,盘筋与主筋缠绕紧密;先成型后加内箍筋,钢筋笼直径一致,可确保钢筋笼同心度。产品质量完全达到规范要求。加工成本大大降低,完成同样任务量时,机械制作可节省人力3/4。绕筋机钢筋笼成型机可以根据现场的场地大小、需加工的分节钢筋笼的长度组合布置钢筋笼成型机,解决了同类产品场地大小必须满足钢筋笼成型机要求的现象;方便运输、拆装简单:整套钢筋笼成型机采用模块化设计理念,非常适合工地方式的流动性大、经常搬迁的特点。钢筋滚笼机虽然在日常时不常见,但是在工程中可是一把好手。在现如今市场上已经是很广泛的,而且钢筋滚笼机也可以工程的效率。在工程中必不可少。
 数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。
数控钢筋笼自动绕筋机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施就是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。方法就是添加液压油到油泵能抽到的位置以上。3、阀坏了或者系统的压力偏低。措施是更换新的的阀,湖综合调整调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改方法是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般就是直接更换新的密封圈。全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。 需要在设备上制作骨架时(人员少,工作量不足,无机械连接、单节钢筋笼等情况),可按人工制作方式生产,利用胶辊带动骨架转动,可完成全部主、箍筋焊接生产。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接备齐一节钢筋笼所需箍筋按位置平放两胶辊上,将一根主筋抬放于胶辊长度上方,调整好起始尺寸,竖直箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将小车部分;车架、圆盘、放线器、轨道、行走轮、电机等组成。